食品包装フィルムの基礎知識

今回は、食品包装フィルムの役割から種類や特徴、包装フィルムの製造方法と成形の課題とともに、解決策までご紹介します。
目次
食品包装フィルムとは
食品包装フィルムとは、肉や野菜などの生鮮食品や、パン、まんじゅう、飴、キャラメル、ケーキなどの菓子、加工食品などを包むフィルムのことです。
一枚のフィルムで包むこともあれば、複数のフィルムを積層したラミネートフィルムにして包むこともあります。
また、一般的に馴染み深いものとしては、家庭やスーパーで調理済み料理を保存するために使用されるラップフィルムもこの一種となります。
さらに食品包装フィルムは、印刷技術を駆使してブランドメッセージや製品情報を効果的に伝える手段としても利用されます。これにより、企業は消費者に対して視覚的なインパクトを与え、ブランド認知度を向上させることができます。環境に配慮した素材を使用することで、サステナビリティへの取り組みを示すことも可能です。
さらに、最近では環境への配慮から、生分解性フィルムやリサイクル可能なフィルムの開発も進んでいます。これらのフィルムは、使用後に自然に分解されるか、再利用可能な素材で作られているため、従来のプラスチックフィルムよりも環境負荷が少ないとされています。
食品包装フィルムは、食品の保存性や安全性を高めるだけでなく、消費者にとっての利便性や商品の魅力を向上させる役割も担っています。
例えば、開封しやすいジッパー付きのフィルムや、再封可能な機能を持つフィルムなどは、消費者が食品を使いやすくするための工夫が施されています。
このように、食品包装フィルムは、食品業界において重要な役割を果たす素材であり、技術の進歩とともにその機能性や環境適応性がますます向上しています。
食品包装フィルムの役割

包装フィルムは、食品の輸送や販売、保存などの目的で採用されています。使用するフィルムの特性(または種類)によってさまざまな使い方ができますが、包装フィルムのメリットには主に以下のようなものがあります。
1. 食品の鮮度維持
食品包装フィルムは食品の鮮度を保つ役割を果たします。フィルムは食品が空気に触れるのを防ぎ、微生物や汚染物質の侵入を防ぎます。また、食品の酸化を防ぎ、風味や栄養を長持ちさせることができます。
2. 食品の保護
食品包装フィルムは物理的な保護も提供します。適切な包装は食品を衝撃や圧力から保護し、輸送中や保管中の損傷を防ぎます。また、包装フィルムは食品が外部環境の温度変化に影響を受けるのを防ぐ役割も果たします。
3. 便利性
食品包装フィルムは消費者にとって非常に便利です。フィルム包装の食品は開封が簡単で、再封も可能です。また、フィルム包装は軽量で、持ち運びや保管が容易です。
4. 情報伝達
食品包装フィルムは、製品の情報を伝達するメディアとしても機能します。製造元はフィルムに印刷を施すことで、製品の名前、成分、栄養情報、消費期限などの重要な情報を消費者に伝えることができます。これにより、消費者は製品を適切に使用し、安全に消費することが可能となります。
5.環境への配慮
食品包装フィルムは環境に優しい素材やリサイクル可能なフィルムが使用されることが増え、環境に対して良いため、持続可能性に貢献しています。
食品包装フィルムの種類と特徴

食品包装フィルムは、その機能や主な材質、成形法によってさまざまな種類があります。主な5種類の特徴をご紹介します。
●ピロー包装
【成形法】
一枚のフィルムの両端をシールして筒状にし、底部を溶着して切断し、袋状にします。
【機能】
材質によって遮光性やガスバリア性、耐衝撃性、耐熱性などを持たせられます。
【主な材質】
・OPP(二軸延伸ポリプロピレン)
耐熱性、防湿性、剛性、強度に優れ、透明度が高い。
・CPP(無延伸ポリプロピレン)
防湿性、耐熱性、耐摩耗性、強度、ヒートシール性(フィルム同士を熱で融着することができる性質)に優れる。
・ONY(延伸ナイロン)
耐衝撃性、耐熱性、耐寒性、強度に優れる。
・LLDPE(直鎖状低密度ポリエチレン)
強度が高く、耐衝撃性、耐寒性、耐水性、耐湿性、ヒートシール性に優れる。
・PET(二軸延伸ポリエステル)
耐水性、耐熱性、耐寒性、耐薬品性に優れ、透明性が高い。
●真空包装
【成形法】
袋内の空気を除去して、真空状態にするために強く密閉します。
【機能】
袋の中の酸素を取り除くことで食品の変質などを防止し、日持ち性を向上します。
【主な材質】
外側にONY、内面にLLDPEの材質が使われるのが一般的。
●深絞り包装
【成形法】
底材と蓋材の2パーツで構成されている蓋付き容器です。底材用にプラスチックシートを加熱して成形し、食品を入れた後、蓋材フィルムを熱接着する過程で中の空気を抜き、真空状態にしてから密閉します。底材は「共押出(きょうおしだし)」成形します。共押出成形法とは、異なる種類の樹脂を1枚のフィルム状に積層し、1つの押出ダイのスリット(リップ)から押し出して製膜する成形方法です。
【機能】
内部を真空にすることによって菌の繁殖を抑えることができるため、衛生的に保存できます。
【主な材質】
◆底材
・CN(無延伸ナイロン)やLLDPE
CN(無延伸ナイロン)は、6ナイロンから作られた無延伸フィルムで、熱成形性に優れ、強靱。6ナイロンは耐衝撃性、耐薬品性、耐摩擦性、耐摩耗性などに優れている。
◆蓋材
・ONYとLLDPEを貼り合わせたものなど。
●スキンパック包装
【成形法】
加熱した蓋材フィルムを商品にかぶせ、密着すると同時に下から空気を抜いて完全に密封し、真空包装します。
【機能】
ハムやソーセージなどの精肉を包装する際に多く用いられます。中身に隙間なく密着することで鮮度を保持しやすくなります。
【主な材質】
・PVC(軟質ポリ塩化ビニル樹脂)
合成樹脂の一種で、塩化ビニルを重合したもの。強度や耐候性に優れる。
・PVDC(ポリ塩化ビニリデン樹脂)
酸素と水蒸気を通しにくい。
・EVA(エチレン一酢酸ビニル共重合体)
エチレンと酢酸ビニル(ビニルアセテート)を重ね合わせ、LDPE(低密度ポリエチレン)という素材に備わるヒートシール性や耐衝撃性を高めている。
【補足】
PVCやPVDCはラップフィルムの材料としても多く使用されています。家庭用のラップフィルムには特に防湿性・ガスバリア性に優れるPVDCが使用されます。
●ガス置換包装
【成形法】
包装の内部を真空にした後、窒素などの不活性ガスに置き換え、酸素を排除する方法です。
【機能】
内容物の酸化防止、防湿性に優れ、食品の長期保存や消費期限の延長に寄与します。
【主な材質】
・KOP(ポリ塩化ビニリデンコートOPP)
酸素と水蒸気を通しにくいPVDC(ポリ塩化ビニリデン)樹脂をコートしたフィルム。ガスバリア性や防湿性、保香性がある。
包装フィルムの製造方法
業務用包装フィルムなどの包装材や緩衝材を製造する会社の工場では、主にどのような機械を使って包装フィルムを製造しているのでしょうか。一般的な製造の流れと製造方法をご紹介します。
●包装フィルム製造の流れ
1.製膜―ベースフィルムを作る
原材料である樹脂を溶かし、基材となるベースフィルムを製造します。主な成形法は押出成形法で、押出成形法の中にはインフレーション法やTダイ法といった製造方法があります。それぞれの製造方法について後ほど解説します。
2.成膜―コーティングする
ベースフィルム表面に材料をコーティングして機能性を高めます。
3.ラミネート(貼り合わせ)をする
2種類以上のフィルムを貼り合わせます。
4.断裁する
フィルムを断裁します。使用目的に応じたサイズに切ります。
5.製品化
製品にフィルムを施します。
●押出成形法とは
押出成形法とは、押出機を用いて溶けた樹脂を、押出機から金型の中に押し出し・流入して成形する方法です。金型出口から押し出した後、そのまま空気中や水中、または冷却ロールで冷却して固体化します。
押出成形法には主にインフレーション法とTダイ法があります。
・インフレーション法とは
袋状フィルムを成形する方法です。押出機の押出口にあるリング状の金型「ダイ」から溶融樹脂をフィルム状に押し出します。同時に、冷たい空気を吹き込み、一定の大きさに膨張(インフレーション:inflation)させることで袋状に成形します。
・Tダイ法とは
フィルムやシートを成形する方法です。押出機の先にあるTの字状の金型「Tダイ」から、溶融樹脂を押し出すことで、材料がフィルム状に出てくるため、それをローラーで冷却しながら引き取ります。
製造工程においては、フィルムの厚さや透明度、強度などの品質管理が不可欠です。
最新の技術を駆使することで、これらの特性を最適化し、顧客のニーズに応える製品を提供することが可能です。包装フィルムの製造方法を理解し、適切な技術を選択することで、競争力を高めることができるでしょう。
包装フィルムの製造に関する詳細な情報や最新技術の導入については、専門家との相談をお勧めします。貴社のビジネスに最適なソリューションを見つけ、競争優位性を確立するための第一歩を踏み出しましょう。
包装フィルムの成形にはまだまだ課題も

ご紹介した工場現場での包装フィルムの成形には課題が多くあります。主な課題として、次のことが挙げられます。
●ダイ調整を手作業で行っており、品質が均一性に欠ける
フィルム成形の現場では、生産立上げ時やダイ先端の清掃のたびにダイの調整を手作業で、行う必要がある場合が多く、毎回同じ厚みや幅に成形するのに苦労します。完全な均一性を保つのが困難であるのが現状です。
●ヒーター制御生産開始までのダウンタイムが長い
従来の一般的なダイの自動リップ調整アクチェーターの制御には、ヒーターを用いており、リップ調整の加熱・冷却の動作に遅れ時間が生じ、生産開始に至るまでのダウンタイムが長いという課題もあります。
●高温作業にリスクあり
ダイ表面や押出設備周辺のエリアは高温であるため、近くでの作業は作業員の危険を伴います。
ノードソンの「Prodigi™」で成形作業の効率化が可能
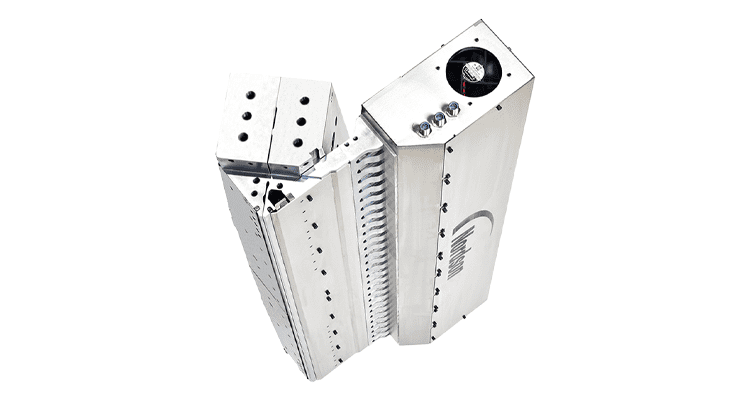
包装フィルムの製造現場における課題は、ノードソンの電動リップ調整システム「Prodigi™」で解決できます。
●製品の厚みの均一性向上
Prodigi™は次世代リップ(押し出し出口)の調整システムで、 電動アクチュエーター(入力されたエネルギーを物理的な運動へと変換する機構)を使用してダイのリップを操作できるのが特徴です。
一般的な従来型の押出用自動偏肉調整にはヒートボルトを使用したダイが使用されています。ヒートボルトとは、ヒーター加熱と空気冷却によって伸縮させ、リップの厚み調節を行うものです。Prodigi™はヒーター加熱・冷却の押出出口(リップギャップ)制御技術に変えて、電動式の調整機構を採用し、製品厚みの均一性を向上させます。Prodigi™の自動調整は、手動調整を排除して、コンピュータプログラムを使用し、将来、同一の製品を再生産するときのためにデータを収集・保存することができます。これにより、保存データをもとに簡単に各ボルトの正確な位置を再現できます。
●ダウンタイムの削減
Prodigi™ならコンピュータプログラムを使用して、同一生産をする際のダウンタイムの削減が可能です。従来のヒーターの加熱・冷却の12分の1である最大35秒の動作時間に短縮できます。
●リモートコントロールで安全性に寄与
安全面の向上や作業自動化による品質の向上も可能です。Prodigi™システムは、ダイリップギャップの調整を完全にリモートでコントロールパネルから操作でき、作業者はダイ表面や押出設備周辺の高温作業エリアから離れることができます。従って、直接ダイに触れて調整する必要はなくなります。
動画で見るノードソンの技術
ノードソンの高精度フラットダイ製造技術による高機能フィルム成膜について、動画でご紹介します。
まとめ
食品包装フィルムにはさまざまな種類があり、包装フィルムの製造にも、種類によって柔軟な対応が求められます。多種類の厚みや性能を持つ包装フィルムを高品質で製造するために、製造現場の課題解決を目指しましょう。
Prodigi™は、その課題解決の一助となります。また生産ラインに簡単に組み込めるのも特徴です。モデルやメーカーに関係なく、業界内の主要な厚み計メーカーの自動制御装置と接続の互換性があるため、容易に導入できます。ぜひご検討の際にはお気軽にご相談ください。





